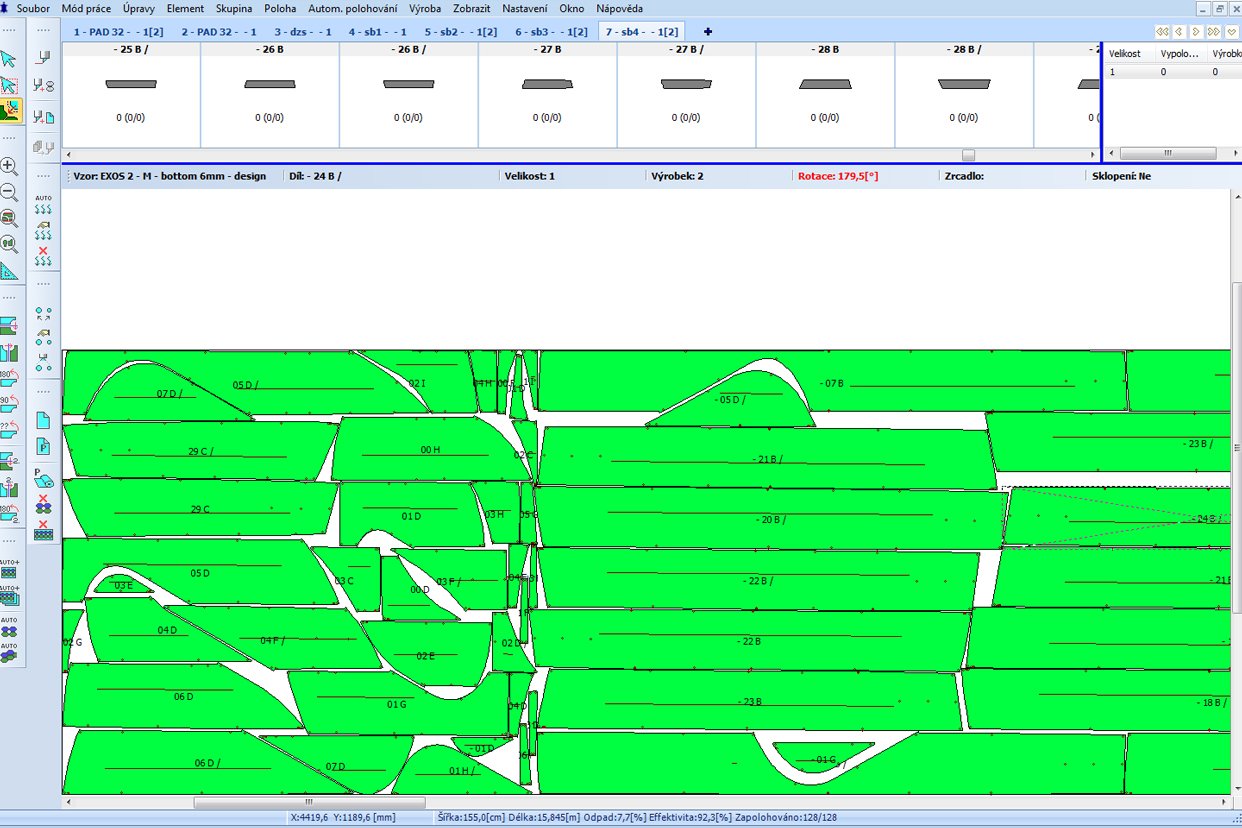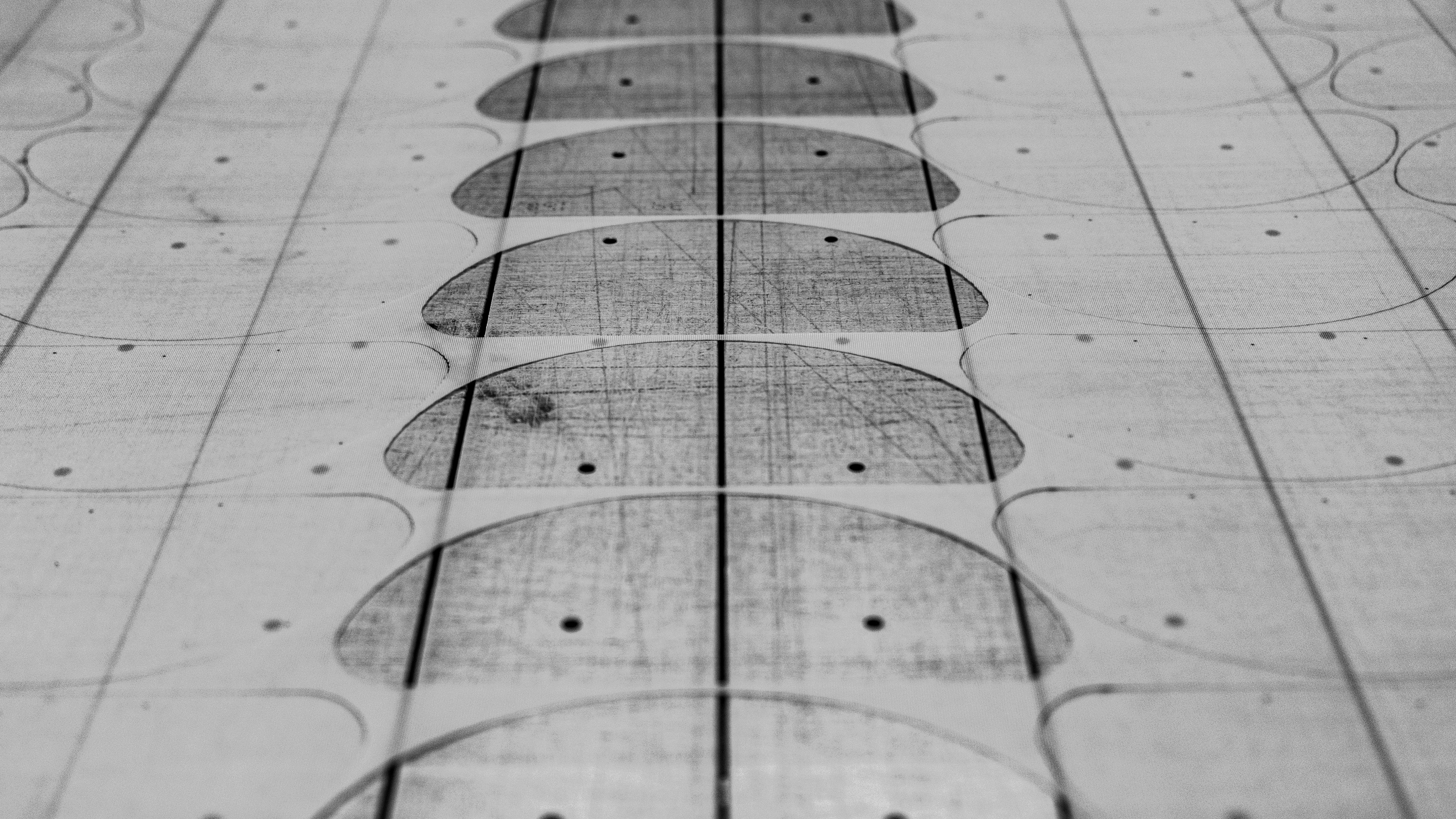
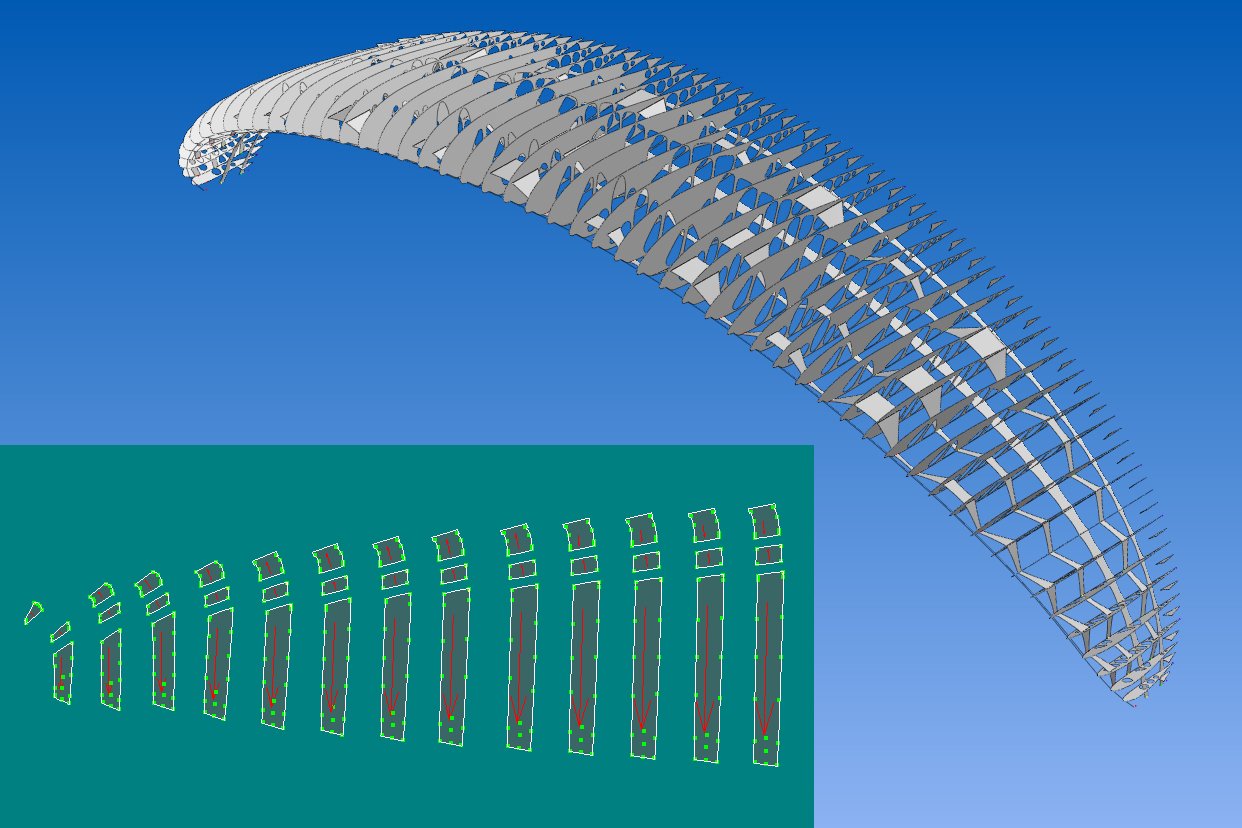
Digitálně připravený padákový kluzák se připravuje v modelovacím softwaru. Každý díl je zkontrolován, pro jeho uložení v řezací poloze (viz. obrázek 2) jsou nastavena pravidla (povolená rotace po osnově nebo po útku, směr vláken tkaniny), je přiřazen materiál, ze kterého bude vyřezán.Již v této chvíli se na vrchlík vytváří design, optimalizují kontrolky (ve skutečnosti „pasovací značky“ pro finální kompletaci) a díly se značí (číslují a značí se jejich pozice). Podle složitosti modelu se takto tedy připravuje 374 dílů (GAIA 2) až například 1063 dílů (EXOS 2).
Hledaný výraz musí mít více jak 2 znaky.