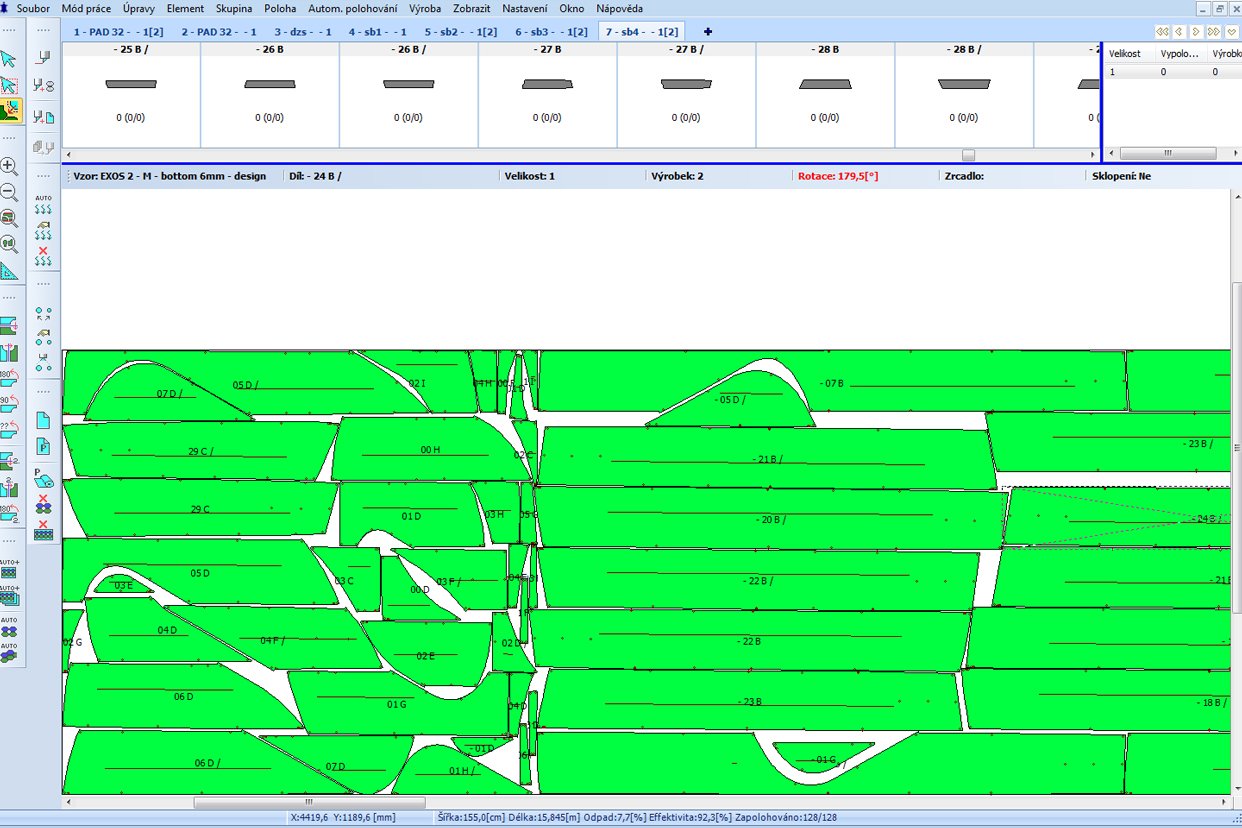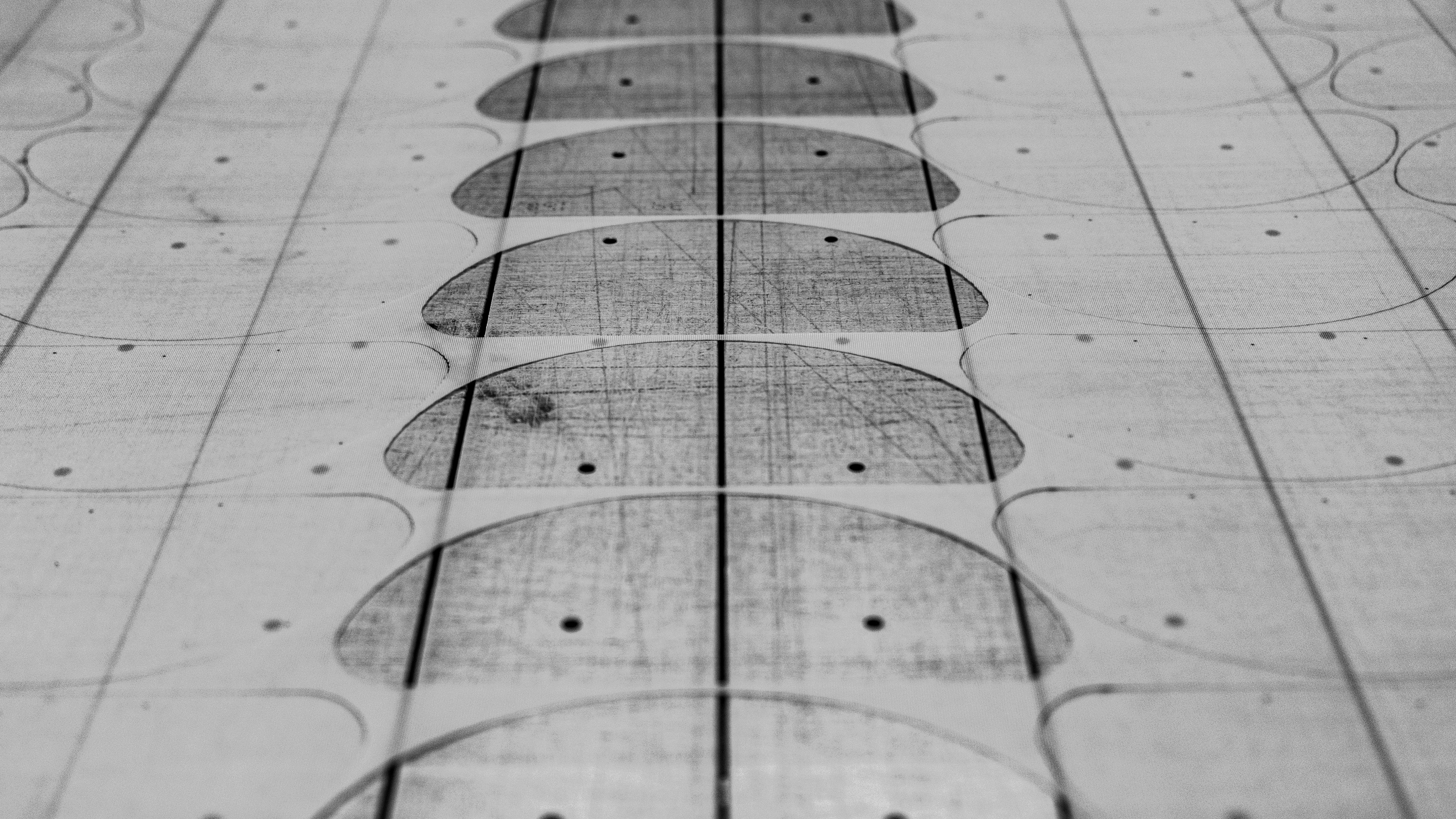
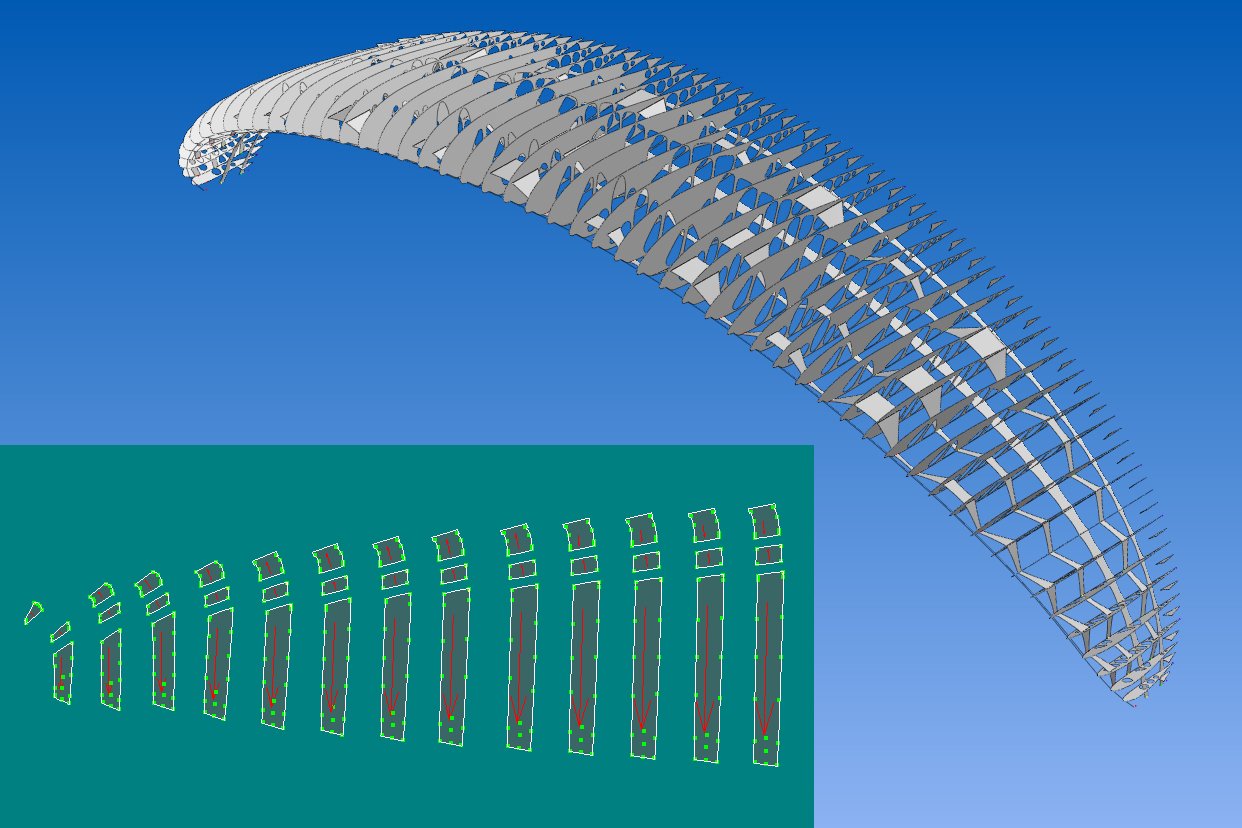
Digital patterns of a glider are prepared (optimized) in special CAD system. Each piece is checked and prepared for the right position in the cut plan (layout plan – see picture number 2); the rules for positioning in the plan are set up (warp and weft rotation, flip or flop positioning,) each piece is assigned with material it will be made of. Layout rules for nesting are very strict as all the pieces must meet demands of the load and shock tests and must comply with the quality of rib stop material.It is right now when we make the design for the glider, the cross points are checked and optimized (in fact the tiny dots that we use to put the pieces together when the glider is assembled), pieces are marked with numbers and letters. Each glider (depending on the number of cells) has got 374 pieces (GAIA 2) or even 1063 (EXOS 2).
Search term must have more than 2 characters.