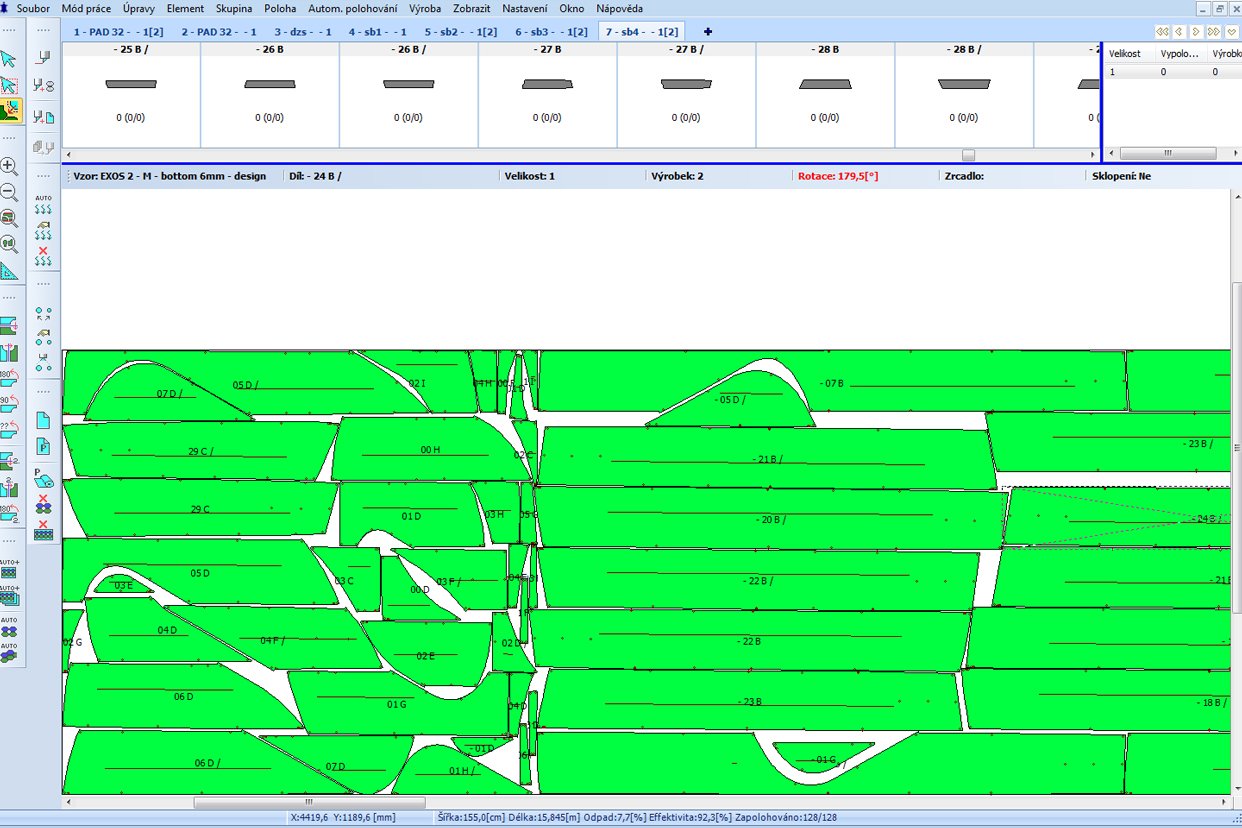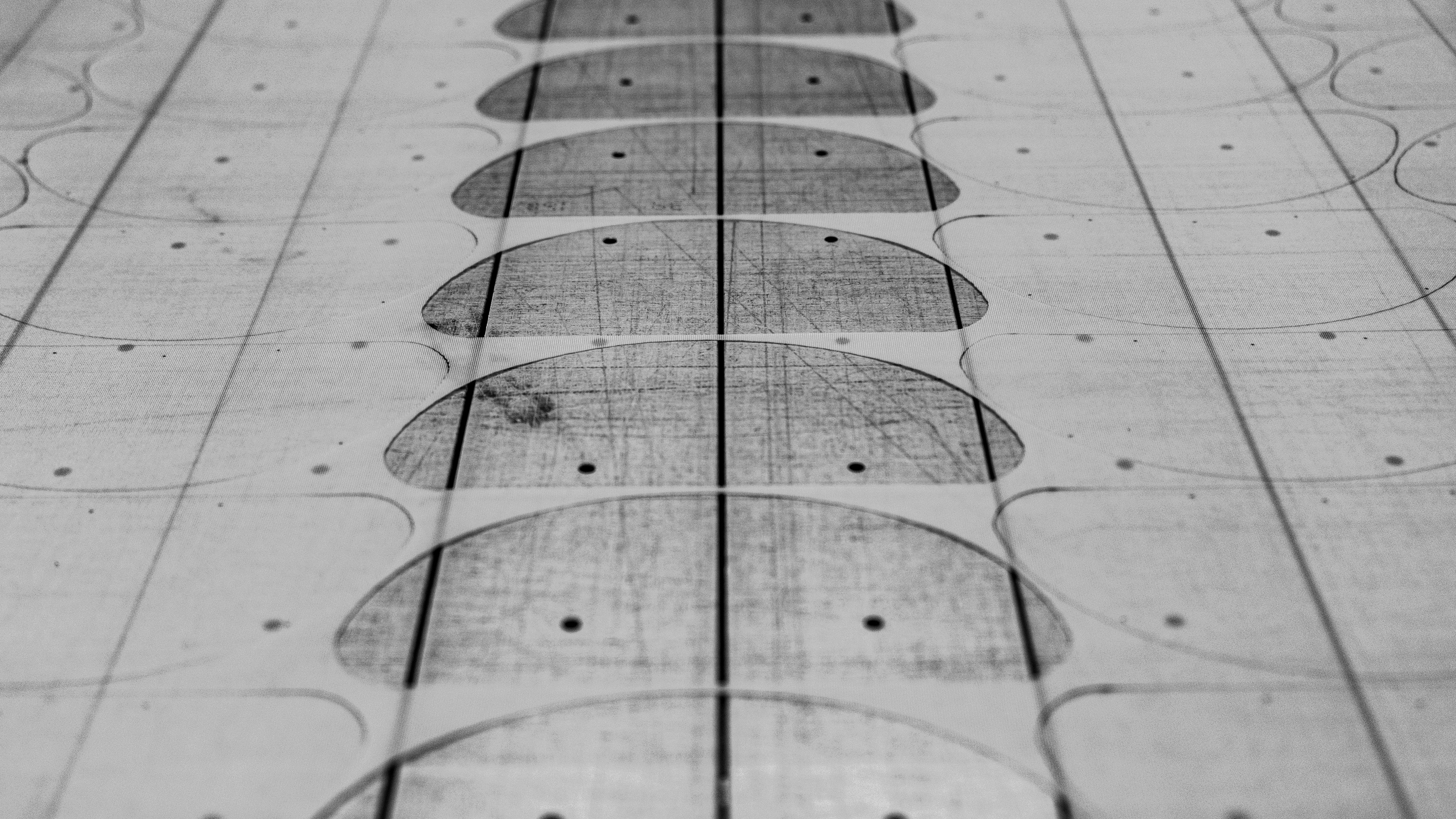
Le parapente est patronné numériquement à l’aide d’un logiciel CAD spécial. Chaque pièce est vérifiée et insérée à sa juste position dans le plan de coupe (plan de positionnement – voir figure 2). Les règles de disposition sont programmées (selon le fil de chaîne et de trame, position recto-verso); chaque patron est associé au type de tissu correspondant. Les règles d’emboîtement des pièces dans le plan sont très strictes car elles doivent satisfaire à des exigences de résistance aux chocs et à l’étirement du à la charge et doivent se conformer aux normes intrinsèques du tissu. Au moment ou nous oeuvrons à la conception de la voile, de petits points sont insérés en bordure du tissu (en fait les point qui servent de guides pour assembler les pièces), vérifiés et optimisés; puis les pièces elles-même sont codées à l’aide de chiffres et de lettres. Chaque voile (dépendamment du nombre de cellules) possède par exemple 374 pièces (GAIA 2) ou encore 1063 (EXOS 2).
L’expression de recherche doit avoir plus de 2 caractères.