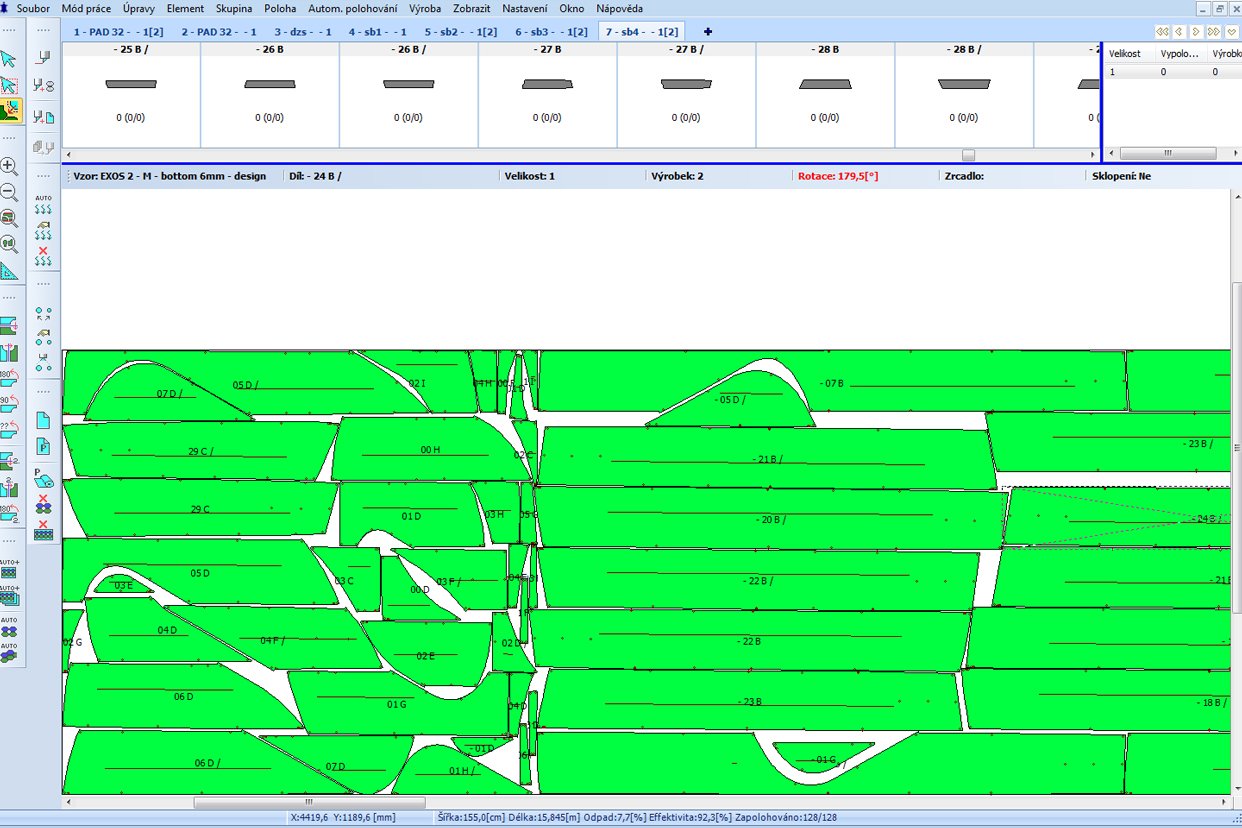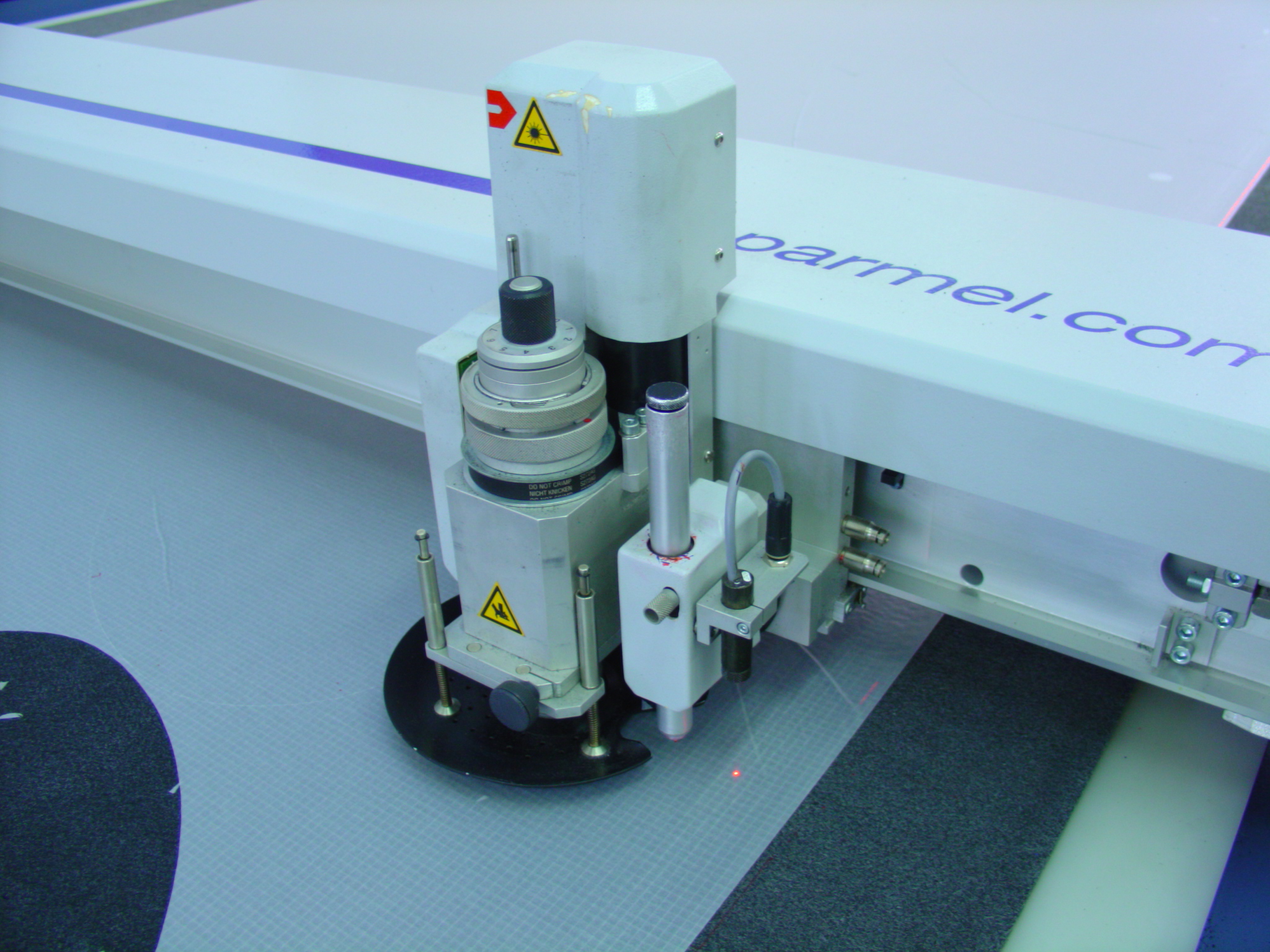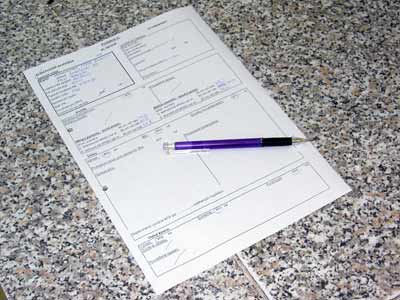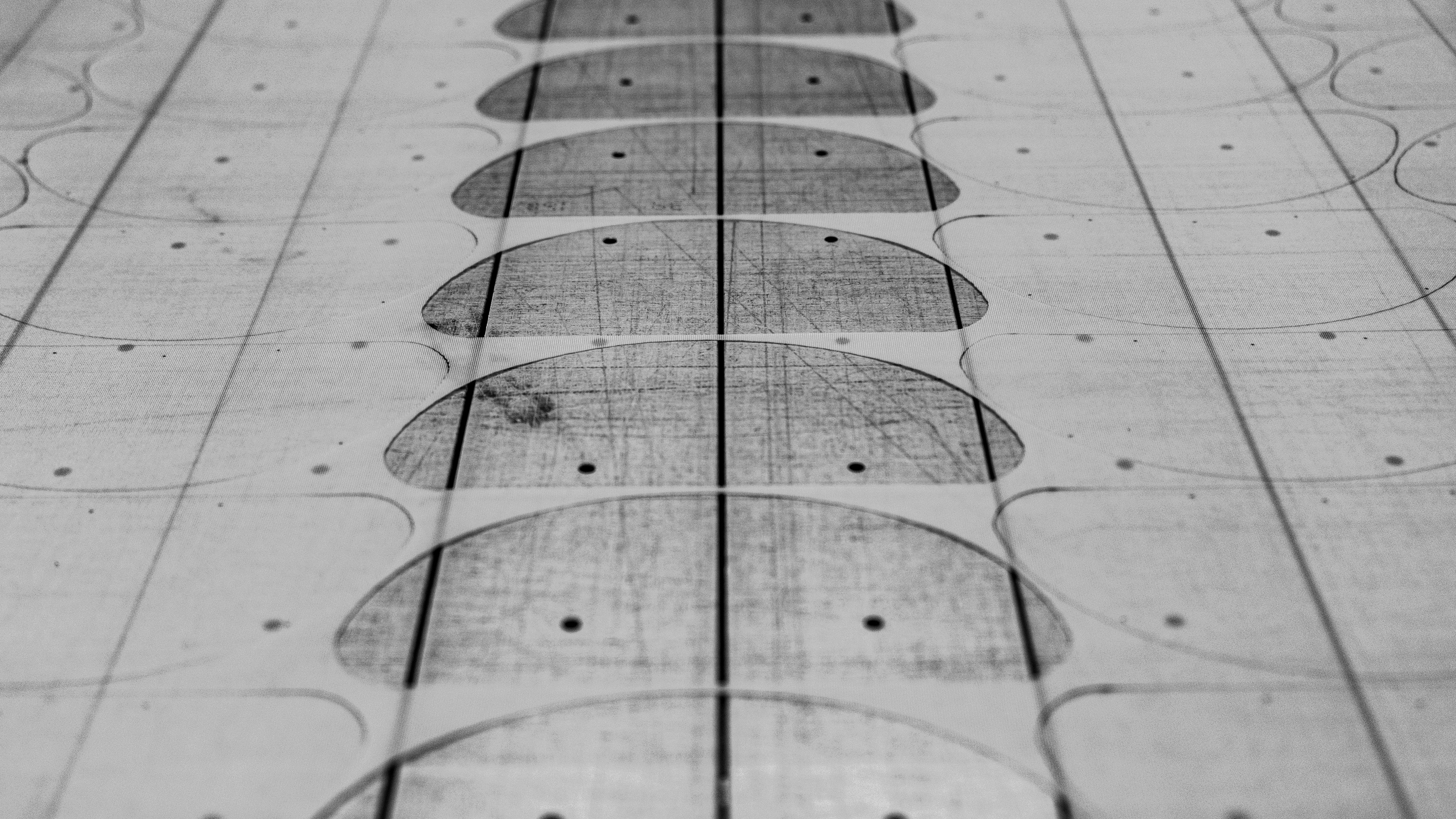
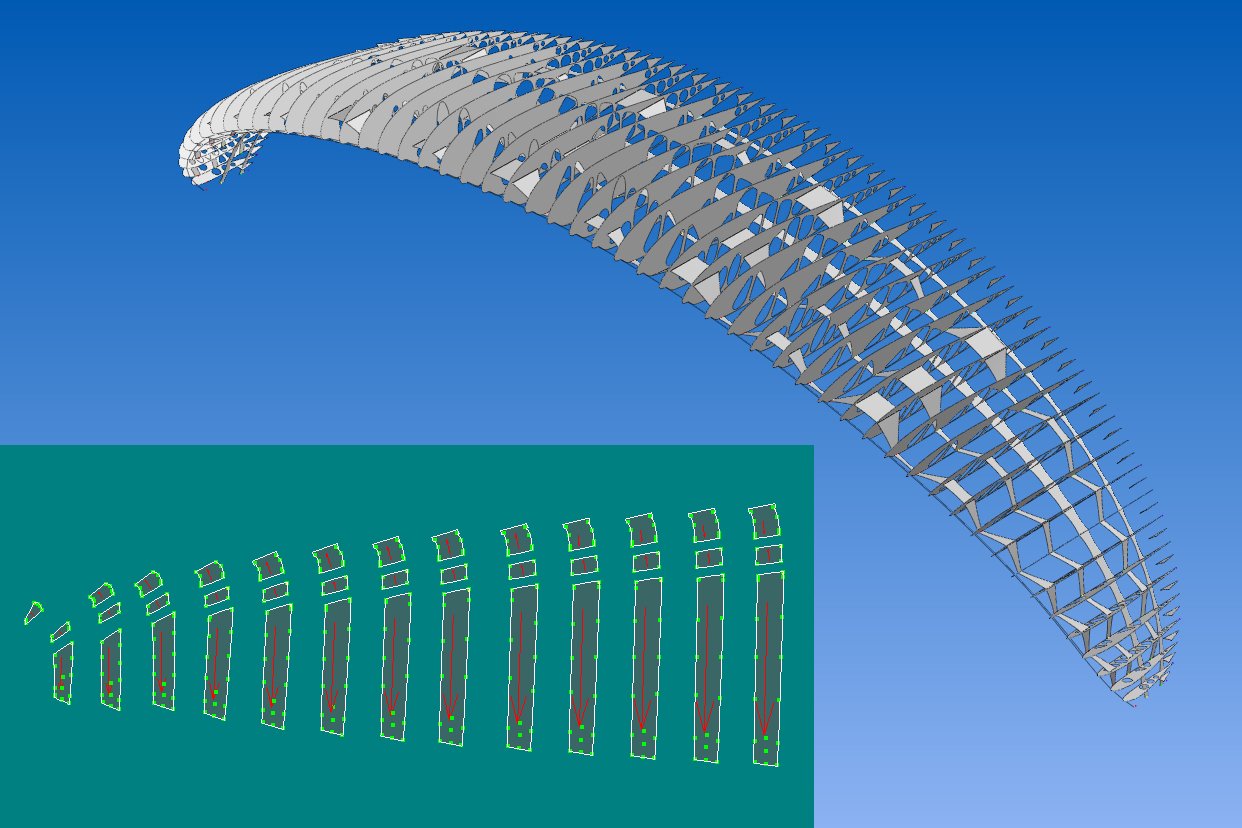
Los patrones digitales de un parapente se preparan (optimizados) en un sistema CAD especial. Cada pieza es comprobada y preparada para la posición correcta en el plano de corte (plano de diseno: ver foto número 2). Se establecen las normas para el posicionamiento en el plano (rotación de urdimbre y trama, posicionamiento hacia arriba o abajo), a cada pieza se le asigna el material con el que se hará. Las reglas de diseno son muy estrictas, ya que todas las piezas deben cumplir las exigencias de las pruebas de carga y de impacto además de conformarse a la calidad del material ripstop. Es ahora cuando hacemos el diseno para la vela, los puntos de cruce se comprueban y optimizan (de hecho son los diminutos puntos que usamos para juntar las piezas cuando se monta el parapente), las piezas se marcan con números y letras. Cada vela (dependiendo del número de cajones) puede tener entre 374 piezas (GAIA 2) e incluso 1063 (EXOS 2).
La expresión de búsqueda debe tener más de 2 caracteres.